Caros amigos,
Há algum tempo que ando com a ideia de ir escrevendo uns artigos práticos para ir explicando técnicas simples de reparação, este é um pequenino contributo que resolvi escrever para responder à solicitação de uns amigos portalistas.
Criar uma rosca nova ou reparar outra existente é uma operação comum num restauro. Os anos de desgaste por corrosão, utilização repetitiva ou quebras levam a que muitas vezes uma fixação seja inutilizada e seja preciso criar um novo suporte de fixação.
[alignleft]
 [/alignleft]Antes de mais, é preciso identificar correctamente a rosca a reproduzir. Muitos clássicos ingleses e americanos usam medidas de rosca imperiais, enquanto outras marcas usam predominantemente o sistema métrico. Hoje em dia não é invulgar vermos muitos dos anteriores serem modificados para medidas métricas por facilidade de obtenção de ferragens, mas é preciso ter cuidado na selecção dos componentes a usar. Esta parte será tratada mais tarde num tópico específico sobre parafusos e roscas, mas por agora vamos introduzir umas noções básicas de roscas métricas.
[/alignleft]Antes de mais, é preciso identificar correctamente a rosca a reproduzir. Muitos clássicos ingleses e americanos usam medidas de rosca imperiais, enquanto outras marcas usam predominantemente o sistema métrico. Hoje em dia não é invulgar vermos muitos dos anteriores serem modificados para medidas métricas por facilidade de obtenção de ferragens, mas é preciso ter cuidado na selecção dos componentes a usar. Esta parte será tratada mais tarde num tópico específico sobre parafusos e roscas, mas por agora vamos introduzir umas noções básicas de roscas métricas.
Ao lado vemos uma rosca e os parâmetros básicos da mesma. No sistema métrico, as roscas costumam ser denominadas essencialmente pelo diâmetro principal do parafuso (Major dia. na figura). Também é comum vermos referências ao passo da rosca (pitch, na figura), ou seja, a distância entre dois fios de rosca consecutivos, até porque existem casos em que um fabricante pode optar por usar uma rosca de passo maior ou menor que o standard. Por exemplo, em aplicações mais exigentes em termos de precisão ou sujeitas a maior trepidação, opta-se frequentemente por roscas de passo mais fino para ter melhor ajuste e ser mais difícil que a fixação alivie o esforço pela vibração.
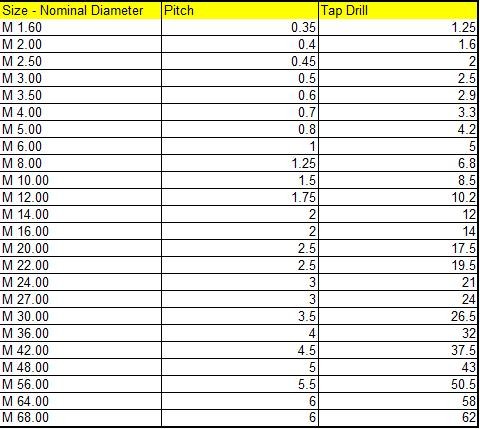
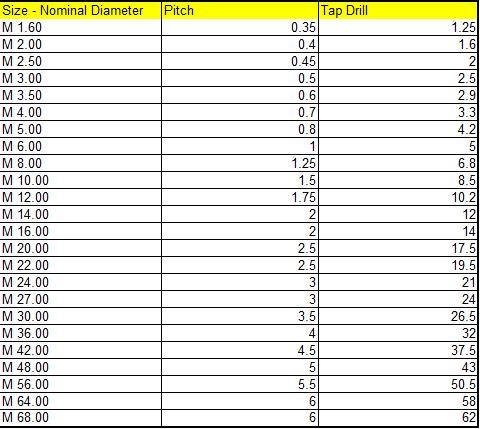
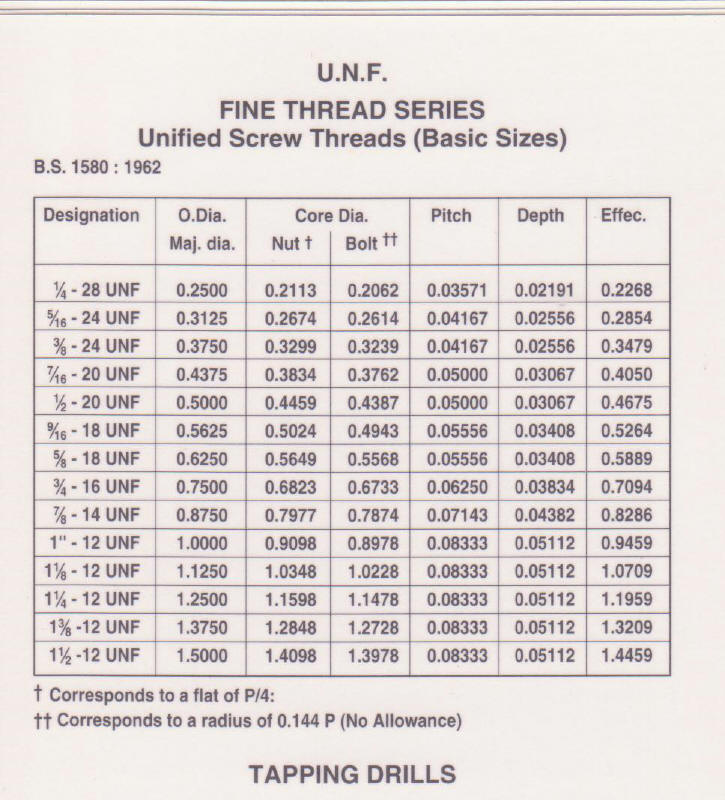
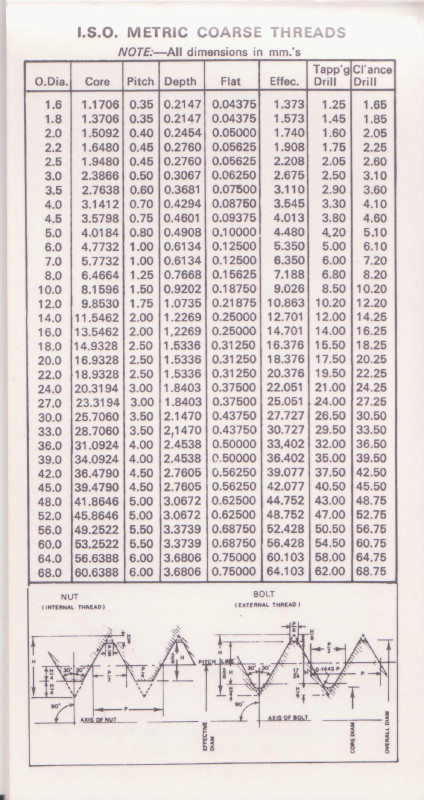
Esta medida (diâmetro principal) serve de referência, mas é preciso saber que diâmetro serve de base para o corte da rosca, pois esta é a medida máxima de abertura, e o corte deve ser feito abaixo disto. Para esse efeito, consulta-se uma tabela onde seja indicada a medida de furo de origem, como a que vemos ao lado:
[alignright] [/alignright]
[/alignright]
Na coluna da extremidade direita pode-se encontrar o diâmetro do furo que serve de base para o corte da rosca. Por exemplo, se quisermos cortar uma rosca M8, o furo inicial deve ter 6,8 mm (atenção: os passos de rosca aqui não servem de exemplo, pois alguns não são os mais comuns - o M8 costuma ter de passo 1 mm).
Um M8 é uma medida muito comum, mas não se esqueçam que isto é a medida da rosca... a cabeça de um parafuso M8 costuma ser 13 ou 14 mm.
Feito o furo, vamos passar à fase do corte da rosca. Para isto é preciso um jogo de machos da medida a usar e um desandador, que é a peça onde se montam os machos de corte. Os conjuntos que muitas vezes encontramos no mercado são algo semelhante a este:
[alignleft] [/alignleft]
[/alignleft]
Aqui vemos um conjunto de machos e coroas de corte para fazer roscas macho e fêmea. Os desandadores são os suportes com pegas para que o utilizador possa manipular os cortantes.
Atenção que, embora um conjunto destes sirva para a reparação básica de uma rosca já existente (ligeiramente "passada" ou suja - eu tenho por hábito limpar todas as roscas de peças do carro que desmonto para recondicionar), não são de todo adequados a criar uma rosca de raiz. Para isso, além deste conjunto básico, convém adquirir um jogo completo de machos dedicados à medida que se quer fazer. Num conjunto desse tipo, devem existir três machos diferentes: [alignright] [/alignright]
[/alignright]
Como podem ver, cada um destes machos tem um perfil diferente. A ordem de uso é a que está indicada. O primeiro macho faz um corte ligeiro, o seu papel primário é centrar correctamente no furo. O segundo guia-se pelo corte inicial e aprofunda mais o corte, enquanto o terceiro faz o corte final da rosca à medida prevista no standard.
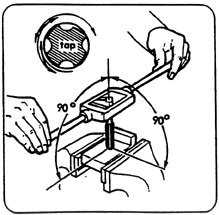
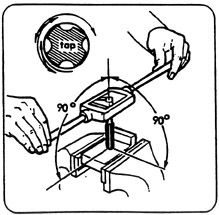
A maneira correcta de manusear estas ferramentas é só com as pontas dos dedos (como podem ver ilustrado na figura abaixo), fazendo movimentos ligeiros, cortando apenas uma ou duas voltas de cada vez, e recuando ligeiramente entre cada avanço. Esta é uma operação delicada, por isso qualquer movimento brusco é prejudicial ao processo. Além disso, quando se corta um material muito duro, um movimento repentino pode fazer partir o macho, já que estes são feitos de um material tratado a uma dureza muito acima da média, e isso torna-os muito frágeis.
[alignleft] [/alignleft]
[/alignleft]
Como se mostra na figura, devemos assegurar-nos de que o macho está alinhado perpendicularmente à superfície durante o corte. O uso de lubrificante também é indispensável a esta operação. Há óleos específicos para operações de corte, mas na falta deste, um óleo típico é sempre preferível a não usar nada, porque a superfície aquece e pode ser danificada.
Durante o corte, não esquecer que deve sempre ir-se avançando e recuando, é uma operação que exige prudência e paciência acima de tudo. Se se começar a notar a presença de muitas aparas, deve-se retirar o macho e limpar tudo. Dependendo do perfil do macho e da medida a cortar, a operação pode exigir que sejam feitas algumas limpezas ao longo do processo.
[alignright]
[/alignright]No caso específico dos restauros, muitas vezes deparamo-nos com casos onde uma rosca foi danificada e não é possível ser refeita à medida original. Aqui a opção pode passar por abrir o furo a uma medida superior, e roscar de forma a poder montar uma inserção (insert) bi-roscada que permita reduzir o furo de volta à medida original.
Ao lado podem ver um destes exemplos, neste caso simples. Há versões para vários tipos de superficies, algumas são auto-roscantes, mas eu pessoalmente prefiro os inserts simples. Também há os heli-coil, que são semelhantes a uma mola em espiral, e se adaptam ao passo de rosca existente. É uma questão de procurar e escolher o método que mais agrade para a solução que se pretente.
Bem, acho que o essencial da técnica está dito... se tiverem alguma questão, digam, e farei o possível por esclacerê-las.
Um abraço a todos e boas roscas!
P.S.: Logo coloco aqui um vídeo a demonstrar a técnica.
Há algum tempo que ando com a ideia de ir escrevendo uns artigos práticos para ir explicando técnicas simples de reparação, este é um pequenino contributo que resolvi escrever para responder à solicitação de uns amigos portalistas.
Criar uma rosca nova ou reparar outra existente é uma operação comum num restauro. Os anos de desgaste por corrosão, utilização repetitiva ou quebras levam a que muitas vezes uma fixação seja inutilizada e seja preciso criar um novo suporte de fixação.
[alignleft]

Ao lado vemos uma rosca e os parâmetros básicos da mesma. No sistema métrico, as roscas costumam ser denominadas essencialmente pelo diâmetro principal do parafuso (Major dia. na figura). Também é comum vermos referências ao passo da rosca (pitch, na figura), ou seja, a distância entre dois fios de rosca consecutivos, até porque existem casos em que um fabricante pode optar por usar uma rosca de passo maior ou menor que o standard. Por exemplo, em aplicações mais exigentes em termos de precisão ou sujeitas a maior trepidação, opta-se frequentemente por roscas de passo mais fino para ter melhor ajuste e ser mais difícil que a fixação alivie o esforço pela vibração.
Esta medida (diâmetro principal) serve de referência, mas é preciso saber que diâmetro serve de base para o corte da rosca, pois esta é a medida máxima de abertura, e o corte deve ser feito abaixo disto. Para esse efeito, consulta-se uma tabela onde seja indicada a medida de furo de origem, como a que vemos ao lado:
[alignright]
 [/alignright]
[/alignright]Na coluna da extremidade direita pode-se encontrar o diâmetro do furo que serve de base para o corte da rosca. Por exemplo, se quisermos cortar uma rosca M8, o furo inicial deve ter 6,8 mm (atenção: os passos de rosca aqui não servem de exemplo, pois alguns não são os mais comuns - o M8 costuma ter de passo 1 mm).
Um M8 é uma medida muito comum, mas não se esqueçam que isto é a medida da rosca... a cabeça de um parafuso M8 costuma ser 13 ou 14 mm.
Feito o furo, vamos passar à fase do corte da rosca. Para isto é preciso um jogo de machos da medida a usar e um desandador, que é a peça onde se montam os machos de corte. Os conjuntos que muitas vezes encontramos no mercado são algo semelhante a este:
[alignleft]
 [/alignleft]
[/alignleft]Aqui vemos um conjunto de machos e coroas de corte para fazer roscas macho e fêmea. Os desandadores são os suportes com pegas para que o utilizador possa manipular os cortantes.
Atenção que, embora um conjunto destes sirva para a reparação básica de uma rosca já existente (ligeiramente "passada" ou suja - eu tenho por hábito limpar todas as roscas de peças do carro que desmonto para recondicionar), não são de todo adequados a criar uma rosca de raiz. Para isso, além deste conjunto básico, convém adquirir um jogo completo de machos dedicados à medida que se quer fazer. Num conjunto desse tipo, devem existir três machos diferentes: [alignright]
 [/alignright]
[/alignright]Como podem ver, cada um destes machos tem um perfil diferente. A ordem de uso é a que está indicada. O primeiro macho faz um corte ligeiro, o seu papel primário é centrar correctamente no furo. O segundo guia-se pelo corte inicial e aprofunda mais o corte, enquanto o terceiro faz o corte final da rosca à medida prevista no standard.
A maneira correcta de manusear estas ferramentas é só com as pontas dos dedos (como podem ver ilustrado na figura abaixo), fazendo movimentos ligeiros, cortando apenas uma ou duas voltas de cada vez, e recuando ligeiramente entre cada avanço. Esta é uma operação delicada, por isso qualquer movimento brusco é prejudicial ao processo. Além disso, quando se corta um material muito duro, um movimento repentino pode fazer partir o macho, já que estes são feitos de um material tratado a uma dureza muito acima da média, e isso torna-os muito frágeis.
[alignleft]
 [/alignleft]
[/alignleft]Como se mostra na figura, devemos assegurar-nos de que o macho está alinhado perpendicularmente à superfície durante o corte. O uso de lubrificante também é indispensável a esta operação. Há óleos específicos para operações de corte, mas na falta deste, um óleo típico é sempre preferível a não usar nada, porque a superfície aquece e pode ser danificada.
Durante o corte, não esquecer que deve sempre ir-se avançando e recuando, é uma operação que exige prudência e paciência acima de tudo. Se se começar a notar a presença de muitas aparas, deve-se retirar o macho e limpar tudo. Dependendo do perfil do macho e da medida a cortar, a operação pode exigir que sejam feitas algumas limpezas ao longo do processo.
[alignright]

Ao lado podem ver um destes exemplos, neste caso simples. Há versões para vários tipos de superficies, algumas são auto-roscantes, mas eu pessoalmente prefiro os inserts simples. Também há os heli-coil, que são semelhantes a uma mola em espiral, e se adaptam ao passo de rosca existente. É uma questão de procurar e escolher o método que mais agrade para a solução que se pretente.
Bem, acho que o essencial da técnica está dito... se tiverem alguma questão, digam, e farei o possível por esclacerê-las.
Um abraço a todos e boas roscas!
P.S.: Logo coloco aqui um vídeo a demonstrar a técnica.
Anexos
-
 2-786-4.jpg60.9 KB · Vistos: 0
2-786-4.jpg60.9 KB · Vistos: 0 -
 2-786-4.jpg60.9 KB · Vistos: 11
2-786-4.jpg60.9 KB · Vistos: 11 -
 2-786-4.jpg60.9 KB · Vistos: 0
2-786-4.jpg60.9 KB · Vistos: 0 -
 45-pcs-large-tap-die-set-tungsten-steel-tool-metric-provided_image.jpg27.4 KB · Vistos: 11
45-pcs-large-tap-die-set-tungsten-steel-tool-metric-provided_image.jpg27.4 KB · Vistos: 11 -
 tap_use.jpg22.4 KB · Vistos: 0
tap_use.jpg22.4 KB · Vistos: 0 -
 tap_use.jpg22.4 KB · Vistos: 0
tap_use.jpg22.4 KB · Vistos: 0 -
 tap_use.jpg22.4 KB · Vistos: 10
tap_use.jpg22.4 KB · Vistos: 10 -
 m6tapset.jpg37.4 KB · Vistos: 0
m6tapset.jpg37.4 KB · Vistos: 0 -
 m6tapset.jpg37.4 KB · Vistos: 0
m6tapset.jpg37.4 KB · Vistos: 0 -
 45-pcs-large-tap-die-set-tungsten-steel-tool-metric-provided_image.jpg27.4 KB · Vistos: 0
45-pcs-large-tap-die-set-tungsten-steel-tool-metric-provided_image.jpg27.4 KB · Vistos: 0 -
 45-pcs-large-tap-die-set-tungsten-steel-tool-metric-provided_image.jpg27.4 KB · Vistos: 0
45-pcs-large-tap-die-set-tungsten-steel-tool-metric-provided_image.jpg27.4 KB · Vistos: 0 -
 m6tapset.jpg37.4 KB · Vistos: 11
m6tapset.jpg37.4 KB · Vistos: 11